
We design and Supply Fruit Juice Processing Plants, Trunkey Projects and Systems to Customer. We Understand the Customer requirements and accordingly design the processes and equipment’s for same.We are the preferred suppliers for the customers for our flexible approach towards customer needs.
Juice and Fruit Pulp Processing Plant
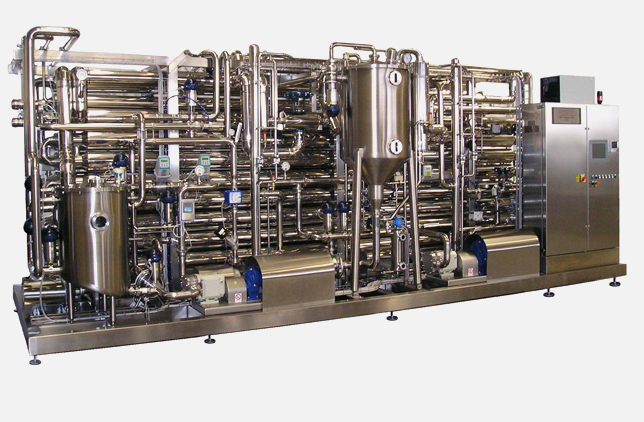
Juice , beverage processing / pasteurization plants process parameters are more or less same, heating the product up to the required pasteurization temperature, and it can be filled in glass bottles in hot condition or In case the filling is required in PET bottles of normal grade, the product needs to cooled and filled, with proper holding.

The type of processing plant varies based on the products, clear juice like, Apple, Orange, Promogranetetc can be processed with plate heat exchangers and viscous products like Mango,, Tomato, Papaya ,Guava, etc needs to be processed with corrugated tubular heat exchangers.
So, in order to process all types of beverages, in one plant we recommend corrugated tubular heat exchangers based pasteurization plant. However, YASHDA manufactures both the heat exchangers process plants, and proud to have a list of satisfied customers with both systems.
We also offer plants with Programmable logic controllers (PLC), with touch screen option, where in all operations and process parameters are operated, monitored and controlled automatically
RTD Juice Plant
Blending
To prepare the raw beverages, blending is an important function; the proper blended beverages can only maintain the quality of the end product. Generally sugar syrup and required quantity of water with the respective ingredients are blended for a preset time. The blending of the product needs to be done carefully to avoid air dissolving with the product while blending. Hence the stirrer needs to be designed accordingly. Some products may not be agitated with stirrers, and such cases jet mixing is adopted. We offer auto and, manual blending solutions as required by the product.

Homogenizer
Homogenization is a process which makes the blended beverages having uniform quality. It is not process part of the beverage processing but, product specific process where fibrous juices/pulps like Mango, Guava are ingredients. We offer wide range of homogenizers with product specific homogenizing devices, to meet the process requirements.
Storage Tank
Storage tank is to keep the blended and homogenized beverages. This intermediate storage becomes essential to have a constant feed to the process/pasteurization plant. The design and construction of these tanks are as important as other equipment’s in the process line. Weoffers all capacities of storage tanks for the beverage Industry.
CIP System Plant
Industries that require high level of hygiene rely on CIP and they include dairy, beverage, brewing, pharmaceuticals, processed foods and cosmetics. Cleaning In Place (CIP) system of cleaning the interior surface of pipelines, vessels, filters, process equipment and associated things without dismantling. Depending on the processing practice and load of soiling on the process equipment, the cleaning solutions may be used for single cycle or recycled and reused for multi-use. Cleaning-In-Place systems shortens the required time for cleaning, besides using detergents and disinfectants at higher concentrations and temperatures, as well as the recovery of the cleaning solutions. The automation of these systems also allows for safe and reproducible results and economic optimization of the process. In CIP system, cleaning solutions used include various types of detergents, sanitizers or disinfectants.
The efficiency of cleaning and sanitation of milk contact surfaces are widely influenced by many factors like the character of contamination, micro topography of surfaces, straightness of passage ways, compatibility of surface agent

Advantages
- PLC based fully automated CIP station.
- Controls of all important parameters like time, temperature, flow, concentration.
- Modular design.
- Lye, acid, water, steam consumption is optimized.
- Meets the hygiene requirement in food industry.
- Reliable components.
- Easy for operation & independent on operator skills.
- Flexible for expansion & connectivity to existing automation system.
- CIP of aseptic equipment’s.
- Quick installation & commissioning
Aseptic Sterilization Plant
Application
- Milk
- Dairy cream
- Flavored milk
- Milk shakes
- Soya milk
- Drinking yoghurt
- Non-dairy cream
- Butter milk
- Juice
- Juice concentrate

Advantages
- Improved product integrity
- No moving parts
- Lower maintenance
- Product thermal uniformity
- Lower capital cost